新聞中心
2026-04-24 15:16
管板鍛件的加工精度,是影響其裝配質(zhì)量和設(shè)備運(yùn)行性能的關(guān)鍵因素。管板作為換熱管束的固定載體和設(shè)備的承壓密封部件,其管孔尺寸、孔距、垂直度、板面平面度等精度指標(biāo),直接決定了管束的脹接 / 焊接質(zhì)量、設(shè)備的密封性能和換熱效率。山西中重重工集團(tuán)始終重視加工精度控制,采用***設(shè)備和工藝,確保管板鍛件的各項(xiàng)精度指標(biāo)滿足標(biāo)準(zhǔn)要求,實(shí)現(xiàn)與設(shè)備的***適配。
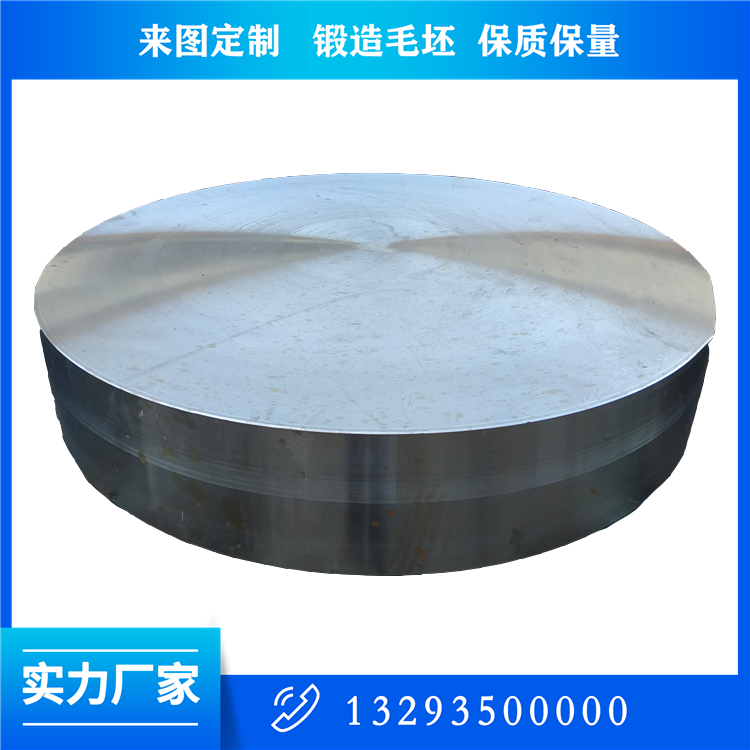
明確管板鍛件的核心加工精度指標(biāo)。管板鍛件的加工精度需嚴(yán)格遵循 GB/T 151、ASME Sec. VIII、TEMA 等行業(yè)標(biāo)準(zhǔn),核心指標(biāo)包括管孔精度、板面平面度與厚度精度、密封面精度三大類。管孔精度是重中之重,孔徑公差執(zhí)行 IT7 級,常規(guī)管孔(直徑 10-50mm)公差 ±0.02-±0.05mm;孔距公差 ±0.3mm,相鄰管孔孔距偏差≤0.2mm,整板管孔孔距累計(jì)偏差≤1.0mm;管孔垂直度≤0.05mm/100mm,避免管束裝配時產(chǎn)生應(yīng)力;管孔內(nèi)壁表面粗糙度 Ra≤1.6μm,無刀紋、毛刺、劃痕,確保脹接緊密、無泄漏。板面平面度直接影響管板與設(shè)備殼體、法蘭的密封性能,中小型管板(直徑≤2m)平面度≤0.05mm/m,整體≤3mm;大型管板(直徑 > 2m)平面度≤0.1mm/m,整體≤5mm;厚度公差 ±5mm,均勻性良好。密封面精度要求平面度≤0.02mm,粗糙度 Ra≤0.8μm,確保與墊片的貼合緊密,無介質(zhì)泄漏。
其次,采用設(shè)備保障加工精度。山西中重重工集團(tuán)配備了一系列高精度加工設(shè)備,為管板鍛件的精密加工提供硬件支撐。管孔加工采用數(shù)控深孔鉆床,具備自動定位、自動進(jìn)給、自動排屑功能,加工精度高、效率快,可一次性完成大量管孔的加工,確保孔徑和孔距的一致性。板面和密封面加工采用龍門銑床、五軸加工中心,具備高精度銑削和磨削功能,可實(shí)現(xiàn)復(fù)雜曲面的加工,嚴(yán)格控制平面度和粗糙度。尺寸檢測采用三坐標(biāo)測量機(jī),可***測量管板的各項(xiàng)尺寸和形位公差,出具詳細(xì)的檢測報告,確保加工精度達(dá)標(biāo)。
再次,優(yōu)化加工工藝提升精度穩(wěn)定性。在加工過程中,通過優(yōu)化工藝參數(shù)和加工流程,減少誤差累積,提升精度穩(wěn)定性。管孔加工前,先對管板毛坯進(jìn)行基準(zhǔn)找正,確保加工基準(zhǔn)準(zhǔn)確;采用分層加工、多次進(jìn)給的方式,避免單次加工量過大導(dǎo)致的變形;加工過程中實(shí)時監(jiān)控刀具磨損情況,及時更換刀具,保證加工精度。板面加工采用粗銑 + 精銑 + 磨削的工藝,逐步去除余量,減少內(nèi)應(yīng)力,提升平面度;密封面加工最后進(jìn)行精細(xì)磨削,確保粗糙度和平面度達(dá)標(biāo)。同時,加工完成后,對管板進(jìn)行時效處理,消除加工內(nèi)應(yīng)力,避免后續(xù)使用中因應(yīng)力釋放導(dǎo)致的精度變形。
最后,注重裝配適配性優(yōu)化。管板鍛件的最終目的是與換熱管束、設(shè)備殼體***裝配,因此在加工過程中充分考慮裝配適配性。管孔尺寸和公差嚴(yán)格按照換熱管束的外徑設(shè)計(jì),確保脹接或焊接間隙合適;管孔排列方式根據(jù)設(shè)備的換熱效率要求優(yōu)化,等邊三角形排列可在有限空間內(nèi)布置更多管孔,提升換熱效率;管板邊緣和過渡圓角設(shè)計(jì)合理,避免裝配時產(chǎn)生干涉,減少應(yīng)力集中。對于大型管板鍛件,采用分段加工、現(xiàn)場裝配的方式,確保與設(shè)備殼體的適配性;同時,提供裝配技術(shù)指導(dǎo),協(xié)助客戶完成管束裝配和設(shè)備組裝,保障設(shè)備整體性能。

加工精度是管板鍛件的核心競爭力之一。山西中重重工集團(tuán)憑借***的設(shè)備、精湛的工藝和嚴(yán)格的管控,將管板鍛件的加工精度控制在最優(yōu)水平,確保每一件產(chǎn)品都能與設(shè)備***適配,為客戶提供高性能、高可靠性的管板鍛件產(chǎn)品。

